High Temperature HEPA Filter is an ultra-efficient air purification device designed for continuous high temperature working conditions. It can operate stably at extreme temperatures of 250℃ to 500℃, while intercepting ≥99.97% of 0.3μm particles (such as smoke, metal oxides, bacterial spores and radioactive particles), in line with EN 1822 H13-H14 and ISO 16890 ePM1 99.95%+ standards. With high temperature resistant materials and reinforced structures as the core, it is widely used in pharmaceutical sterilization, food baking, metal processing and energy industries, providing clean air protection for high temperature processes and meeting strict industrial emission regulations.
Core structure and technical characteristics
High temperature resistant materials
Filter material:
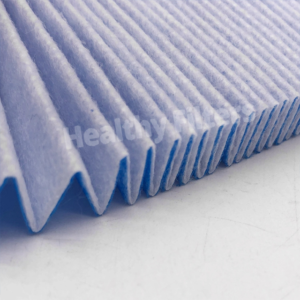
High silica glass fiber: temperature resistance up to 500℃ (short-term resistance to 600℃), excellent thermal shock resistance, fiber diameter 0.5-3μm, and submicron pores formed by disordered interweaving;
Ceramic fiber composite layer (optional): temperature resistance 1000℃+, suitable for molten metal or incineration exhaust gas scenes.
Surface treatment: acid and alkali resistant coating (such as alumina sol) or hydrophobic modification, resistance to high temperature oil mist and acid gas erosion.
Reinforced structural design
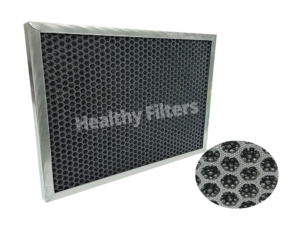
Metal partition plate: stainless steel (316L) or Inconel alloy corrugated plate to prevent high temperature deformation of filter material, support wind speed ≤3.5m/s;
Sealing frame: stainless steel welded frame (temperature resistance 800℃) or nickel-based alloy, with ceramic fiber sealing pad, leakage rate ≤0.005%.
Core performance parameters
Parameters Performance indicators
Temperature range Continuous operation 250℃-500℃, peak tolerance 600℃ (short-term 30 minutes)
Filtration efficiency 0.3μm particle interception rate ≥99.97% (H13) to ≥99.995% (H14)
Initial pressure difference ≤200Pa (@2.5m/s wind speed), energy consumption is 25% lower than traditional high-temperature filters
Dust holding capacity 150-400g/m² (depending on thickness and fiber density)
Chemical resistance Resistant to corrosive gases such as SOx, NOx, HCl (pH 2-12)
Core advantages
Advantage dimensions Application value
Extreme temperature stability Continuous operation at 500℃ without melting or embrittlement, ensuring process continuity
High-efficiency interception Submicron particle purification capacity is close to HEPA H14 level, meeting zero emission requirements
Ultra-long life Resistant to high-temperature oxidation and chemical corrosion, service life 3-8 years (depending on working conditions)
Safety compliance Passed ASME N509/N510 (nuclear grade), FDA 21 CFR (food) certification
Typical application scenarios
Pharmaceutical and medical:
Sterilizer, freeze dryer exhaust system, intercept bacteria and particles in high-temperature steam;
Medical waste incinerator tail gas purification, blocking dioxins and ash particles.
Food processing:
High-temperature baking line, frying equipment exhaust, filter oil coking products and smoke;
Milk powder spray drying tower, intercept milk protein particles, prevent return air pollution.
Metal and energy:
Aluminum smelting furnace, ladle refining flue gas treatment, capture metal oxides (such as Al₂O₃, Fe₃O₄);
Gas turbine intake filtration (anti-salt spray, sand and dust), extend the life of turbine blades.
Chemical and environmental protection:
Petrochemical cracking unit high-temperature tail gas purification, recovery of catalyst particles;
Gas incineration plant flue gas terminal filtration, meet the EU 2010/75/EU emission standards.
Selection and maintenance guide
Selection key
Temperature adaptation:
250℃-400℃: high silica glass fiber + 316L frame;
400℃-500℃: ceramic fiber composite layer + Inconel frame.
Contaminant type:
Sticky particles (such as tar): hydrophobic coating + pulse backflush design;
Corrosive gas: choose acid-resistant coating + Hastelloy frame.
Maintenance strategy
Pressure difference monitoring: install high-temperature pressure difference sensor, the replacement threshold is initial pressure difference × 2.5 (usually ≤500Pa);
Cleaning technology:
Online pulse cleaning: 0.6-0.8MPa compressed air backflush (high temperature pulse valve);
Offline high temperature incineration: 600℃ calcination to remove organic carbon deposits (ceramic fiber filter element only).
Replacement cycle:
Conventional high temperature scenarios (such as ovens): 3-5 years;
Highly corrosive exhaust gas (such as chemical industry): 1-2 years.
Industry breakthroughs and future trends
Intelligent temperature-resistant sensing: built-in optical fiber temperature sensor, real-time monitoring of filter element thermal stress distribution, warning of local overheating risks;
Nano-ceramic coating: Silicon carbide (SiC) coating improves PM0.1 filtration efficiency to 99.99%, and simultaneously catalyzes the decomposition of VOCs;
Zero waste design: detachable metal frame + recyclable glass fiber, achieving 95% material recycling.
High-temperature HEPA filter has become the ultimate solution in the field of high-temperature cleanliness with “extreme temperature resistance, ultra-efficient interception, and industrial-grade durability”. From food sterilization to nuclear energy processing, it not only breaks through the limits of traditional filtration, but also empowers industrial green transformation with innovative technology, protecting production safety and ecological sustainability in high-temperature environments.